 当前位置:
当前位置: 
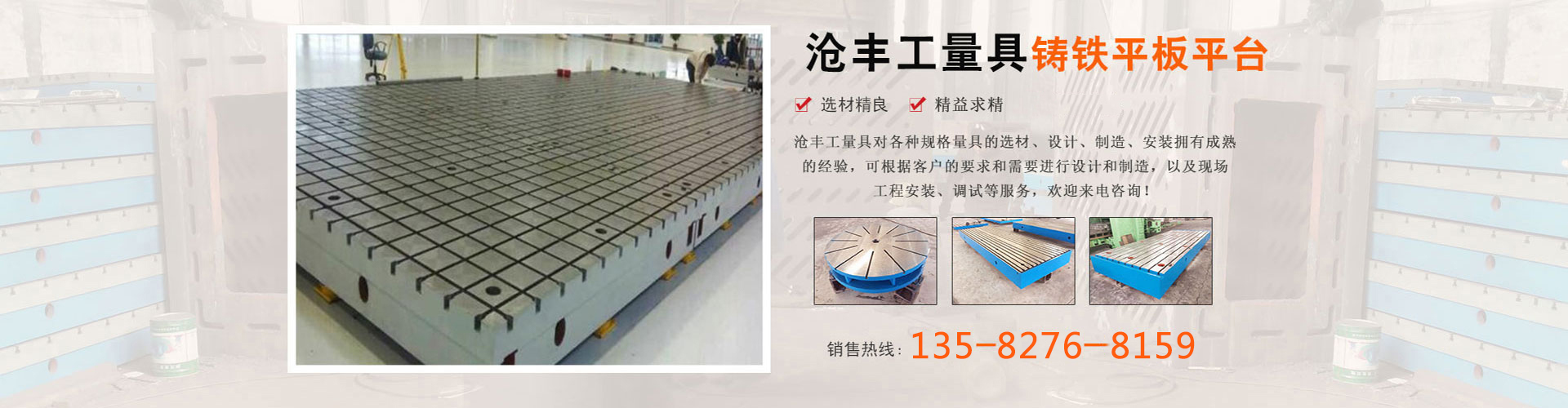
铸铁平台适用于各种检验工作,精度测量的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作划线。在机械制造检验中是较的平面基准量具。铸铁平台冷却过程中发挥的铸造应力了材料在该温度下的强度,发作残留变形精度测量用的基准立体,在机器制作检验中也是较不可短少的检验量具。
铸铁平台的生产材料和正确使用:适用于各种检验工作,精度测量用的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作划线,机械制造检验中是较的平面基准量具。平板安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。铸造碾砂过程的控制,型砂的性能将直接影响量具铸件的质量,因此,型砂应该具有良好的透气性,湿强度、流动性、可塑性和退让性等。铸铁平台工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、绣点等缺陷。
关于铸铁平台的处理工艺,具体有以下几方面内容:
1、要兼顾铸件的精度要求和成本
各种铸造方法所获得的铸件精度不同,初投资和生产率也不一致,后面的经济效益也有差异。因此,要做到多、快、好、省,就应当兼顾到各个方面。应对所选用的铸造方法进行初步的成本估算,以确定经济效益高又能铸件要求的铸造方法。
2、优先采用砂型铸造
据统计,我国或是上,在全部铸件产量中,60~70%的铸件是用砂型生产的,而且其中70%左右是用粘土砂型生产的。主要原因是砂型铸造较之其它铸造方法成本低、生产工艺简单、生产周期短。
所以象汽车的发动机气缸体、气缸盖、曲轴等铸件都是用粘土湿型砂工艺生产的。当湿型不能满足要求时再考虑使用粘土砂表干砂型、干砂型或其它砂型。粘土湿型砂铸造的铸件重量可从几公斤直到几十公斤,而粘土干型生产的铸件可重达几十吨。
一般来讲,对于中、大型铸件,铸铁件可以用树脂自硬砂型、铸钢件可以用水玻璃砂型来生产,可以获得尺寸、表面光洁的铸件,但成本较高。
当然,砂型铸造生产的铸件精度、表面光洁度、材质的密度和金相组织、机械性能等方面往往较差,所以当铸件的这些性能要求时,应该采用其它铸造方法,例如熔模(失腊)铸造、压铸、低压铸造等等。
3、铸造方法应和生产批量相适应
例如砂型铸造,大量生产的工厂应创造条件采用技术的造型、造芯方法。老式的震击式或震压式造型机生产线生产率不够高,工人劳动强度大,噪声大,不适应大量生产的要求,应逐步加以改造。对于小型铸件,可以采用水平分型或垂直分型的无箱高压造型机生产线、实型造型生产效率又高,占地面积也少;对于中件可选用各种有箱高压造型机生产线、气冲造型线,以适应、造型生产线的要求,造芯方法可选用:冷芯盒、热芯盒、壳芯等制芯方法。中等批量的大型铸件可以考虑应用树脂自硬砂造型和造芯。
单件小批生产的重型铸件,手工造型仍是重要的方法,手工造型能适应各种复杂的要求比较灵活,不要求很多工艺装备。可以应用水玻璃砂型、VRH法水玻璃砂型、酯水玻璃自硬砂型、粘土干型、树脂自硬砂型及水泥砂型等;对于单件生产的重型铸件,采用地坑造型法成本低,投产快。批量生产或长期生产的定型产品采用多箱造型、劈箱造型法比较适宜,虽然模具、砂箱等开始投资高,但可从节约造型工时、提高产品质量方面补偿。
低压铸造、压铸、离心铸造等铸造方法,因设备和模具的价格昂贵,所以只适合批量生产。
4、造型方法应适合工厂条件
例如同样是生产大型机床床身等铸件,一般采用组芯造型法,不制作模样和砂箱,在地坑中组芯;而另外的工厂则采用砂箱造型法,制作模样。不同的企业生产条件(包括设备、场地、员工素质等)、生产习惯、所积累的经验各不一样,应该根据这些条件考虑适合做什么产品和不适合(或不能)做什么产品。
铸铁平台问题的解决办法
1、铸铁平台的基准面:可接工作图的尺寸,进行划线工作。
2、高度测量的基准面:将待测物与量表座同置於平台上,进行高度比较测量,後可再将其高度与标准块规相比较。
3、平行度测量的基准面:固定量表座,然後使量表指针接触在待测物表面上方,移动待测物,可检查工件面与平台面的平行度。
4、角度测量的基准面:利用平台作基准面,配合正弦杆及角度规,可进行角度量测。
5、铸铁平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应型砂、且表面平整,涂漆牢固。各棱边应修钝。在精度等级低于“00”级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
6、在铸铁平台的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
7、铸铁平台工作表面不应有锈迹、划痕、碰伤及其他影响使
8、根据用户要求,在铸铁平台工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
9、平台应采用细颗料的灰口铸铁或合金铸铁制造。
10、平台工作面应采用刮削工艺,对于“3”级平台工作面也可以采用刨削工艺,刨削工作表面的表面粗糙度按轮廓算术平均偏差Ra值应不大于5um(按GB1031-83《表面粗糙度参数及其数值》)。
11、铸铁平台应经过稳定性处理和去磁。
12、铸铁平台工作面的硬度应为HB170-220。





