 当前位置:
当前位置: 
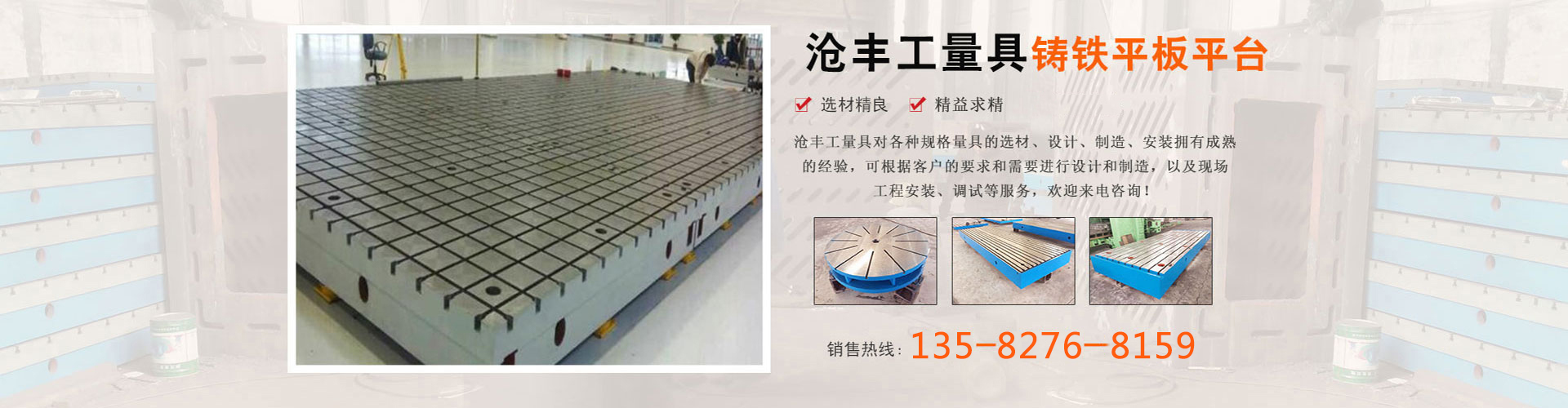
铸铁平台按GB/4986-85标准制造,产品制成筋板式和箱体式,工作面有长方形,材料HT200,工作面采用刮研工艺,工作面上可加工V型、T型、U型槽和圆孔、长孔等。铸铁平台是用于工件检测或划线的平面基准器具。平台安装应调至水平、负荷均分布于各支点上,环境温度使用时应避免振动。
铸铁平台适用于各种检验工作,精度测量的基准平面,主要用于机械工件检验测量中的基准面,检查零件的尺寸精度或行为偏差,并可作划线。铸铁平台冷却过程中发挥的铸造应力了材料在该温度下的强度,发作残留变形精度测量用的基准立体,在机器制作检验中也是不可短少的检验量具。
安放调试铸铁平台违规操做,很有可能使铸铁平台无法达到应有的精度,长期这样下去,以至会铸铁平台变形,无法使用。
铸铁平台辅助支承的个数,应视铸铁平台尺寸大小、使用情况需要而定。但铸铁平台检定及使用时的辅助支撑位置应与设计时的图纸相同,这就了铸铁平台支承的合理布局。使用过程中,要注意避免工件和铸铁平台的工作面有过激的碰撞,防止损坏铸铁平台的工作面;工件的重量不可以超过铆焊平台的额定载荷,否则会造成工作质量降低,还有可能损坏铸铁平台的结构,甚至会造成铸铁平台变形,使之损坏,无法使用。铸铁平台精度等级有0,1,2,3,级及精刨,铸铁平台制成筋板式和箱体式工作面有长方形,正方形或圆形。工作面采用刮削工艺,工作面上可加工V形,T形,U形槽和圆孔,长孔等。
铸铁平台时效处理的优点:
1、降低地轨脆性,(使地轨有韧性)或减少内应力,钢件淬火后存在很大内应力和脆性,如不及时回火往往会使钢件发生变形甚至开裂。
2、获得工件所要求的机械性能,工件经淬火后而脆性大,为了满足各种工件的不同性能的要求,可以通过适当回火的配合来调整硬度,减小脆性,所需要的韧性,塑性。
3、稳定工件尺寸
4、对于退火难以软化的某些合金钢,在淬火(或正火)后常采用高温回火,使钢中碳化物适当聚集,将硬度降低,以利切削加工。
铸铁平台基准侧面测量法:
1、刨好铸铁平台基准面,一般是先粗刨铸铁平台平行平面中的一面,而后作为安装基准进行粗刨和精刨一个平面。这个平面的直线度和平面度要控制在两平面平行度允差的一半以内。
2、找正铸造好的铸铁平台,粗刨铸铁平台个平面前,要仔细地找正工作台,使工作台平面与工作行程方向的平行度误差小于铸铁平台平行度允差的一半。龙门刨床刨铸铁平台,可在刀架上装百分表,检查床身导轨及横梁导轨对工作台面的平行度。若平行度超过允差时,应重新调整铸铁平台的精度。牛头刨床,可先把工作台升到合适的工作高度,然后在刀加上装上百分表,检查滑枕纵向移动及横梁的横向导轨对工作台面的平行度,若平行度超过允差时,应调整横梁的锁紧螺钉,减小误差。
3、精刨铸铁平台个平面时,要使已粗刨的一个平面和工作台面贴合。压紧铸铁平台时应不使铸铁平台产生变形。
4、铸铁平台可以使用数控龙门铣床加工,现在有很多的客户都要求此种加工方法,但是造价很高。如没有要求人工刮铲到需要精度即可。
铸铁平台生产工艺流程:
1、按经过需方同意的铸铁平台图纸做模型,准备铸造工装(砂箱、芯铁)等。
2、铸造车间铸铁平台造型。
3、铸铁平台造完型之后,准备浇铸。
4、铸铁平台炉前化验:原材料进厂,生铁厂家要求化验单,我厂按化验单对生铁进行化验是否符合要求。
5、铸铁平台炉后化验:铁水融化之后进行化验是否符合要求,如果其中有的元素不合格,可以增加或减少即可,直至合格方可。
6、焦炭化验:含硫磷是否合格。
7、铸铁平台铸完之后,检验铸件毛坯是否合格。
8、铸铁平台毛坯合格之后,进行次热处理,次热处理以每小时增温30℃,达到860℃恒温4小时,然后以每小时降温30℃的温度降温。
9、铸铁平台次热处理之后,用龙门刨进行粗加工4个面,用侧面铣加工两端面,粗糙度达到12.5,粗加工完之后进行检验是否有砂眼、气孔等铸造缺陷,如有大的铸造缺陷,铸件报废,重新再铸,如检验合格再进行次人工时效,次人工时效达到550℃,升温和降温与次相同。
10、铸铁平台次热处理完之后,再用数控铣进行粗加工,按经验精加工完之后,数控加工平台表面工作孔后文公加工螺纹,达不到贵单位要求,再经人工铲刮或研磨,方可达到图纸要求,有计量部门检验合格之后,外观再喷漆,简宜包装,准备发货。





