 当前位置:
当前位置: 
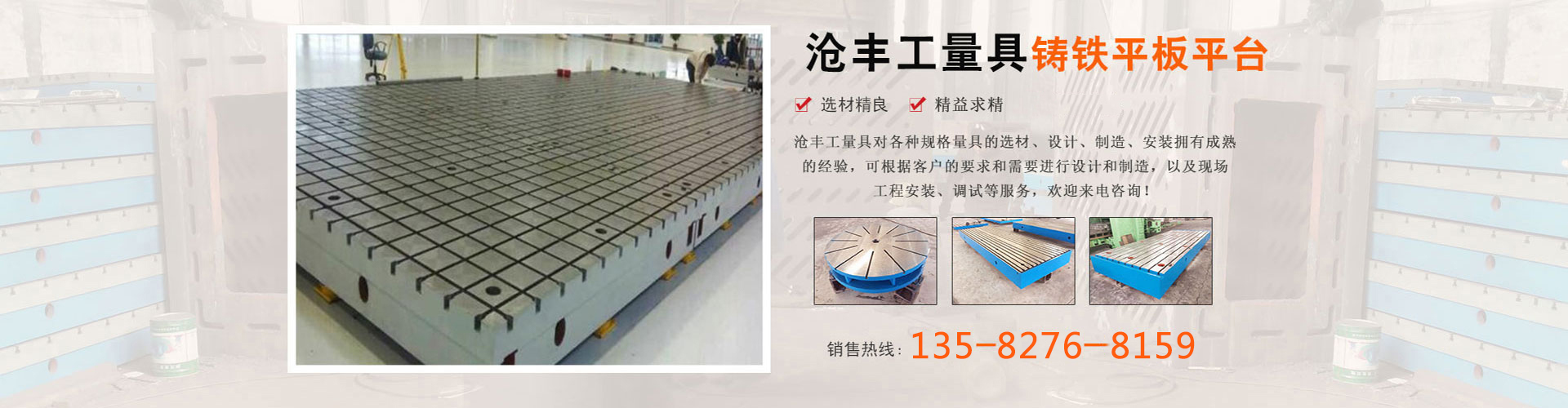
装配工作台规格一般为1000×1000—3000×8000(mm),也可按用户要求定做或按图纸加工,我厂生产的装配平板精度有,按照标准计量检定规程执行,分别有零、一、二、三4个等级。装配平台(装配平板)是一种应用于动力机械设备的装配及调试的铸铁平台,工作面带有T形槽,可以稳固动力机械设备,和钳工平板类似,要求较大的装配平台,可以拼装使用。装配平台(装配平板)材质为铸铁HT200-300,工作面硬度在HB170至240之间,经过两次人工处理:人工退火600度-700度和自然时效二至三年后,该产品的精度趋向稳定,能加良好。装配平台(装配平板)规格一般在100*100至3000*6000之间,若有大于此规格的装配平台本厂可进行按图纸定做,或拼装使用即可。装配平台(装配平板)的精度是按标准计量检定规程执行的,分别为0、1、2、3四个等级。
装配工作台铸造时确定浇注系统类型:
(1)顶注式浇注系统适用于重量小、高度小和形状简单的薄壁铸件,也适用于顶部补缩的中、小型厚壁铸件。
(2)底注式浇注系统适用于大、中型高度不大的厚壁铸件。也常用于容易氧化的有色金属材料,因为金属液能平稳地上升而无飞溅现象。
装配工作台的生产工艺流程基本是:
一、装配工作台毛坯:按技术要求制图纸、按图纸制作木型、配料、造型、烘干、浇铸、落沙、清理、检验毛坯的各部位;
二、装配工作台机械加工:外观检验并划线、在机床上工件、加工、检验、回火;
三、装配工作台上机床、按图纸要求加工、送检验科检验;
四、装配工作台的外观处理、喷漆、包装、入库。
加工工艺:
装配工作台是铸铁平台的一种,但是装配平板一般不是平面的,平台的表面要有T型槽或者孔,一般的加工工艺如下:
1、先加工基准面
零件在加工过程中,作为定位基准的表面应先加工出来,以便尽快为后续工序的加工提供精基准。称为“基准先行”。
2、划分加工阶段
加工质量要求高的表面,都划分加工阶段,一般可分为粗加工、半精加工和精加工三个阶段。主要是为了加工质量;有利于合理使用设备;便于安排热处理工序;以及便于时发现毛坯缺陷等。
3、先孔后面
对于方箱体、支架和连杆等零件应先加工平面后加工孔。这样就可以以平面定位加工孔,平面和孔的位置精度,而且对平面上的孔的加工带来方便。
4、主要表面的光整加工(如珩磨、研磨、精磨等),应放在工艺路线阶段进行,以免光整加工的表面,由于工序间的转运和安装而受到损伤。
技术要求:
1、平板工作面不得有严重影响外观和使用性能的砂孔、气孔、裂纹、夹渣、缩松、划痕、碰伤、锈点等缺陷。
2、平板的铸造表面应型砂且平整,涂漆牢固。
3、精度登记为0级-3级的平板工作面上,直径小于15mm的砂孔允许用相同材料堵塞,其硬度应小于周围材料的硬度。工作面堵塞的砂孔应不多于4个,且砂孔之间的间距应不小于80mm。
4、平板应采用细密的灰口铸铁或合金等材料制造,其工作面硬度应为170-220HB。
5、平板工作面通常应采用刮削工艺。对采用刮削加工的3级平板工作面,其表面粗糙度Ra的允许值为5μm。
6、平面度公差的规定。
7、采用刮削工艺应进行涂色对研检验。对研后显示的接触点面积的比率见表3的规定:或者按25mm×25mm正方形面积的接触点数见表3的规定,且任意25mm×25mm中的接触点数之间应不大于5点。规格1000×1000—3000×6000(mm),(装配平台均按用户要求定做或按图纸加工)。





